








Para sustituir a una vieja tolva simple ya muy deteriorada, que sufría constantes atascos, estamos fabricando una nueva tolva para un cliente del sector de la siderurgia. El interior de la tolva irá recubierta de chapa antifricción, y en el punto crítico del ángulo tendrá una caja de piedras (sistema compuesto por varias pletinas que fuerzan al material a descargar hacia la zona del eje de la salida, al ser esta una tolva con ejes de entrada y salida descentrados).

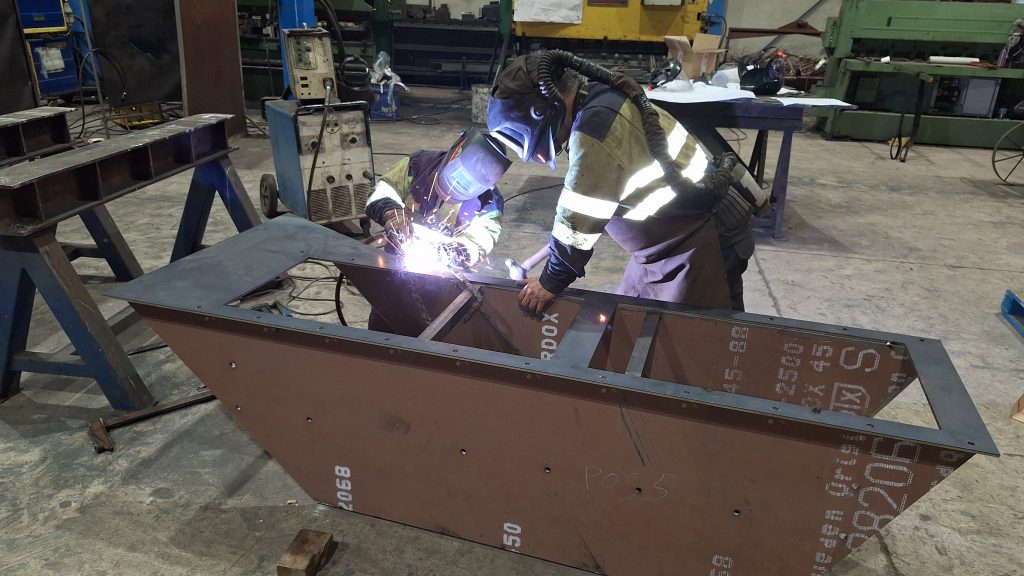
Una vez aprobada la ingeniería por el cliente se cortan a laser todas las chapas del conjunto, todas en una resistente chapa de 12, para que pueda empezar el trabajo de los caldereros. Con unos puntos de soldadura colocados se comprueban las medidas de los planos antes de dar entrada a los soldadores.


La tolva nueva se remata con una brida que irá atornillada a otra nueva brida que se soldará al cajón de descarga existente. Esta es la primera parte del conjunto que se soldará a la salida descentrada que va en el conjunto número 2 (foto superior)




Al segundo día de trabajo, y comprobadas las medidas, se empieza a realizar la soldadura completa y a añadir las ventanas con puertas practicables por si ocurrieran atascos de material.



El tercer día solo queda soldar las bridas de salida hacia la cinta y las pletinas de la caja de piedras.


Con la segunda parte de la brida ya preparada (la que se soldará a la zona de descarga cuadrada actual), solo queda montar todo en obra (para lo que la pieza ya lleva montadas del taller una orejetas para el puente grúa) y una vez montada añadirle las piezas de chapa antifricción in situ.

Transporte y a la obra. Tras unas cuantas operaciones para maniobrar el tolvín hasta su posición, solo queda atornillar las bridas y hacer las pruebas de funcionamiento. Todo en marcha.





Dos dias de diseño, tres de fabricación y un día para montar en obra, pieza operativa en 6 dias. A por la siguiente…


























